
锡林郭勒盟扶手料厂家 材质q235b扶手料生产厂商销售
锡林郭勒盟扶手料厂家 材质q235b扶手料生产厂商销

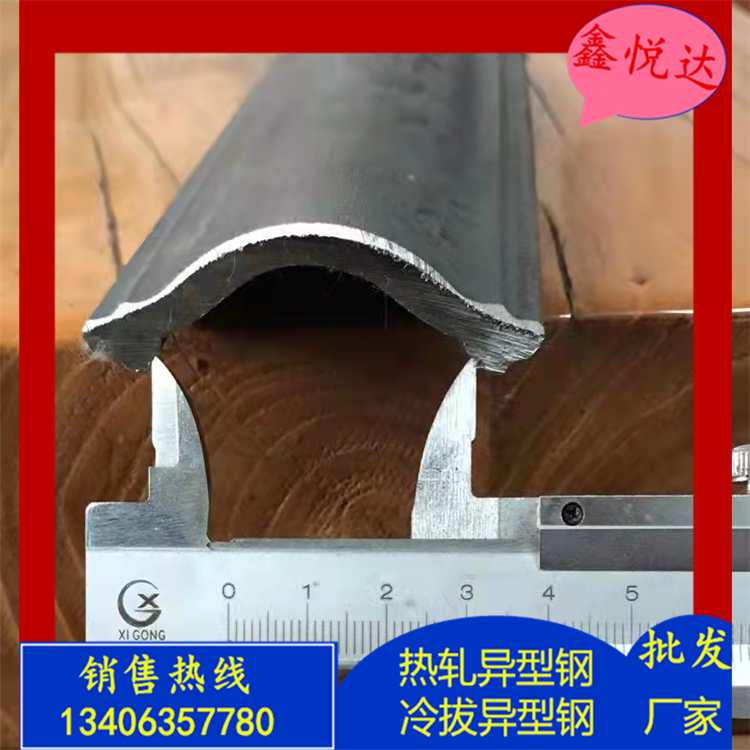
异型钢是复杂和异型断面型钢的简称,属于型钢的一种,并区别于简单断面型钢的叫法。根据工艺的不同,又可分为热轧异型钢、冷拔(冷拉)异型钢、冷弯异型钢、焊接异型钢等。通常异型钢特指热轧异型钢。热轧异型钢是区分方钢、圆钢、扁钢和常见形状的热轧型钢。
锡林郭勒盟扶手料不定尺长度又叫通常长度。按不定尺交货的金属材料,只要在规定长度范围内交货即可。,不大于25mm的普通圆钢,其通常长度规定为4-1m,则长度在此范围内的圆钢都可以交货。定尺按要求切成固定尺寸的称为定尺。按定尺长度交货时,所交金属材料必须具有需方在合同中的长度。,合同上注明按定尺长度5m交货,则所交货的材料必须都是5m长的,短于5m或长于5m均为不合格。但实际上交货不可能都是5m长,因此规定了允许有正偏差,而不允许有负偏差。倍尺按要求的固定尺寸切成整倍数的称为倍尺。按倍尺长度交货时,所交金属材料的长度必须为需方在合同中的长度(叫单倍尺)的整数倍数(另加锯口)。,需方在合同中要求单倍尺长度为2m,那么,切成双倍尺时长度即为4m,切成3倍尺时即为6m,并分别加上一个或两个锯口量。锯口量在标准中有规定。倍尺交货时,只允许有正偏差,不允许出现负偏值。短尺长度小于标准规定的不定尺长度下限,但不小于允许的 短长度的叫短尺。
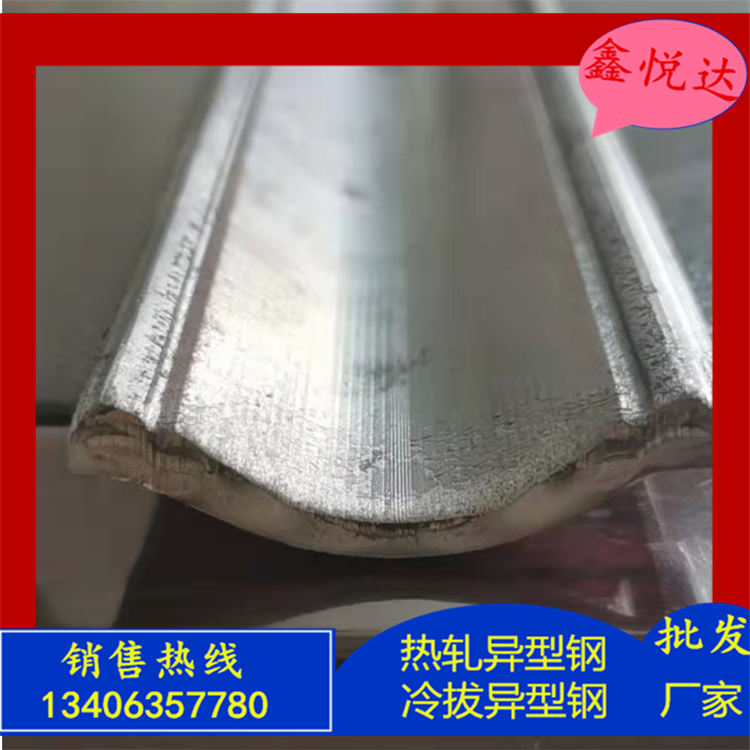
异型钢因其使用的特殊性和单一性,往往对精度的要求比简单断面型钢要高,这就对设备的能力有更高的要求。由于其断面形状复杂,尤其是许多特定场合 的异型钢,甚至很少有经验可以借鉴,这样使得孔型设计和生产的难度更是远高于简单断面型钢。故异型钢的生产成本要高于简单断面型钢。异型钢因其形状大小差别很大,很多都是某一行业或特定场合 的,所以单一品种的市场需求量往往都不是很大。所以异型钢生产系统的规模往往也并不很大。
锡林郭勒盟扶手料对家用电器行业一般采用全喷淋方式,它效率高,整个前只需要十几分钟即可完成,节省场地设备。汽车行业流行采用喷淋-浸泡相结合的方式。表面调整工序并非必须,表调剂加到脱脂槽内也可达到相同效果。磷化后的去离子水洗必不可少。磷化后的铬酸盐,可提高整个涂层系统的耐腐蚀性能(见表2),但由于铬的环境污染问题,因此应慎使用。表2铬酸盐对漆膜耐蚀性能影响划痕3mm扩散时间(h)(盐雾ASTMB117-64 据来源与表1相同3.3混合件磷化工艺(锈蚀工件)脱脂4~7℃3~8min水清洗常温.5~1.min酸洗4~7℃3~8min水清洗常温.5min中和常温.5~1.min表面调整常温.5min磷化35~6℃3~1min水清洗常温.5~1.min脱离子水洗常温.5~1.min铬酸盐水洗4~7℃.5~1.min⑾烘干18℃除非有足够的理由,酸洗工序一般不采用喷淋方式,喷淋会带来设备腐蚀以及工件工序间生锈等一系列问题。
随着近几年来我国工业化水平的不断提高,我国生产轧制型钢的水平比上世纪已得到大幅度的提升。越来越多的关乎国计民生的型钢如大型H型钢、高铁重轨等逐步实现国产化,甚至有些还达到了先进水平。但是同时我们也发现,在好多中小型异型钢的生产和研发上,我国的异型钢生产厂家的水平和欧洲好多 的厂家相比还是有很大的差据。特别是在尺寸精度的控制和断面形状的细节上,好多产品还远远达不到他们的水平。近年来,好多民营厂家在认识到这一差距之后,认真学习、研究国外的先进工艺和生产经验,结合自己的生产实际,经过不断地摸索,在好多领域已经出了喜人的成绩。降低了国内客户的采购成本,提高了我国异型钢的生产水平。
异型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等
锡林郭勒盟扶手料厂家 材质q235b扶手料生产厂商销采用红外线气体分析仪和计算机可对炉气中的COCO、CH4炉气压为等因素控制甚至达到±.2的精度。目前可控硅控温技术已达相当普及程度,各种规格的控制器都可在市场上到。一些高校,科研单位和企业发的按工艺参数和质量关系的数字模型用计算机直接控制产品的尝试已取得成功,部分成果已在生产上应用。严格的质量管理通过热行业协会展的质量管理信得过企业、规范企业评选活动和质理检验员的培训,在本世纪初热企业的生产管理和质量管理水平有了明显提高。2该贫磁钛铁矿主要的金属矿物为磁铁矿和钛铁矿。磁铁矿可采用弱磁选。钛铁矿可采用强磁—浮选工艺。 终产品必须除杂质,降硫除磷。3该矿中磁铁矿、钛铁矿嵌布粒度一般在.15mm(14目)~.52mm(3目),嵌布粒度很细,磨矿粒度达-.74mm(-2目)时,单体解离为9%以上;磨矿粒度达-.37mm(-4目)时,单体解离度98%以上,要使金属矿物完全单体解离,磨矿细度应在.74mm~.37mm。