
泰安异型管厂家 异型扶手扁钢厂家
泰安异型管厂家 异型扶手扁钢厂家
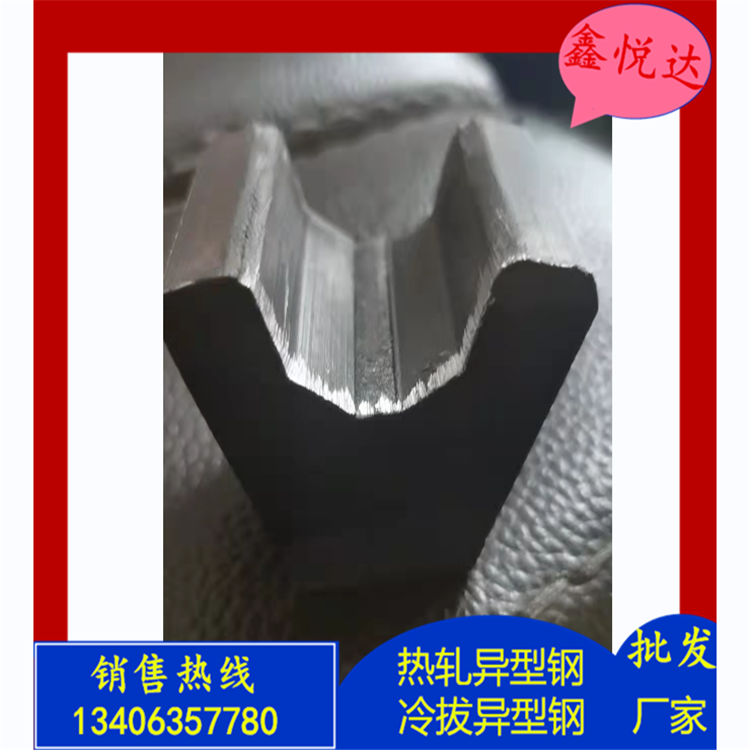
异型钢是复杂和异型断面型钢的简称,属于型钢的一种,并区别于简单断面型钢的叫法。根据工艺的不同,又可分为热轧异型钢、冷拔(冷拉)异型钢、冷弯异型钢、焊接异型钢等。通常异型钢特指热轧异型钢。热轧异型钢是区分方钢、圆钢、扁钢和常见形状的热轧型钢。
泰安异型扶手扁钢Icu和Ics短路或实际考核的条件不同,后者比前者更严格、更困难,因此IEC947-2和GB1448.2确定Icu有四个或三个值,分别是25%、5%、75%和1%Icu(对A类断路器即塑壳式)或5%、75%、1%Icu(对B类断路器,即式或框架式)。断路器的厂所确定的Ics值,凡符合上述标准规定的Icu百分值都是有效的、合格的产品。式断路器,绝大部分都具有过载长延时、短路短延时和短路瞬动的三段保护功能,能实现选择性保护,因此大多数主干线(包括变压器的出线端)都采用它作主关,因为主干线切除故障电流后更换断路器要慎重,主干线停电要影响一大片用户,所以发生短路故障时要求两个CO,而且要求继续承载一段时间的额定电流,因此式断路器偏重于它的Icu值;而使用在支路上的塑壳式断路器,经过极限短路电流的分断和再次的合、分后,已完成其使命,它不再承载额定电流,可以更换新的(停电的影响较小),一般只注重其Ics值。
异型钢因其使用的特殊性和单一性,往往对精度的要求比简单断面型钢要高,这就对设备的能力有更高的要求。由于其断面形状复杂,尤其是许多特定场合 的异型钢,甚至很少有经验可以借鉴,这样使得孔型设计和生产的难度更是远高于简单断面型钢。故异型钢的生产成本要高于简单断面型钢。异型钢因其形状大小差别很大,很多都是某一行业或特定场合 的,所以单一品种的市场需求量往往都不是很大。所以异型钢生产系统的规模往往也并不很大。
泰安异型扶手扁钢下料和组对之前,应仔细检查管材和管件,确认材质、壁厚和规格,对管材变形、严重划伤、法兰及阀门密封面损坏、管件有裂纹等不符合规范的材料应更换,并作好记录,对不符合规范的材料应作明显的标记,以防下次被误用。3、管材切割管道切割可采用机械和火焊切割,2″以下碳钢管道可以用切割机切割,不锈钢管道不能用火焊切割,2″以下的不锈钢管可以用切割机切割,2″以上的不锈钢管用等离子切割机或机械方法切割,切割后应表面氧化物和金属熔渣。
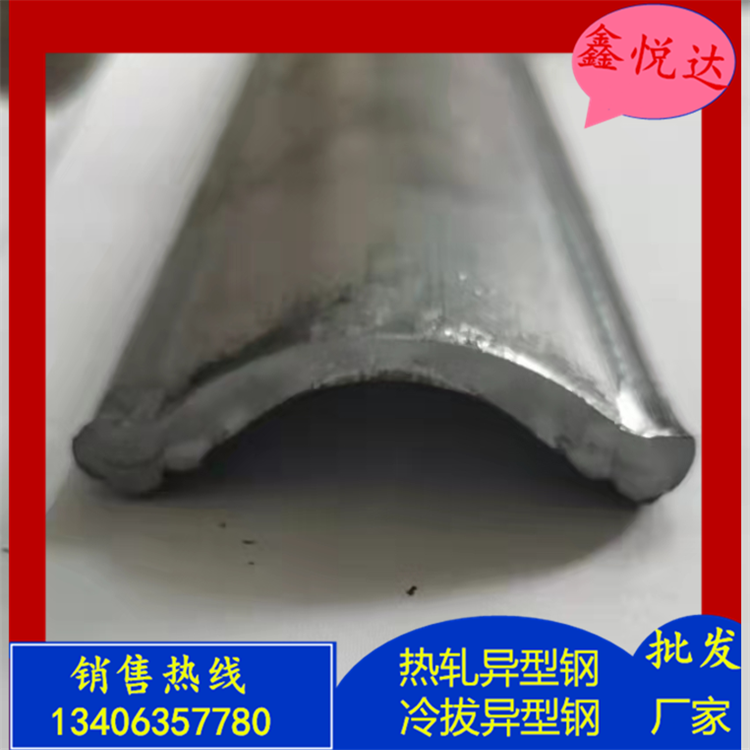
随着近几年来我国工业化水平的不断提高,我国生产轧制型钢的水平比上世纪已得到大幅度的提升。越来越多的关乎国计民生的型钢如大型H型钢、高铁重轨等逐步实现国产化,甚至有些还达到了先进水平。但是同时我们也发现,在好多中小型异型钢的生产和研发上,我国的异型钢生产厂家的水平和欧洲好多 的厂家相比还是有很大的差据。特别是在尺寸精度的控制和断面形状的细节上,好多产品还远远达不到他们的水平。近年来,好多民营厂家在认识到这一差距之后,认真学习、研究国外的先进工艺和生产经验,结合自己的生产实际,经过不断地摸索,在好多领域已经出了喜人的成绩。降低了国内客户的采购成本,提高了我国异型钢的生产水平。

异型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等
泰安异型管厂家 异型扶手扁钢厂家生产线工艺流程:采用先进技术1)采用侧进侧出可热装和冷装料的蓄热式步进梁式加热炉,提高了废气余热率,节省了能源消耗;采用热装工艺,有效的利用了钢坯余热,减少了 消耗。加热炉能力为16t/h(冷坯),2t/h(热坯)。炼钢连铸机生产的热坯通过辊道送到棒材生产线,实现连铸坯热送热装,热装温度≥65℃达9℃。热送热装率达87%以上。车间内设备采用高架布置,轧线设备布置在车间内+5.m的混凝土上。轧线主轧机均采用无牌坊高刚度短应力线轧机结构、直流电机单独传动,全线轧机采用平立交替布置,无扭轧制,粗轧和中轧采用微张力轧制,精轧机组采用活套无张力轧制,可保证产品的高精度。轧机以大重量连铸坯(16*16*12)为原料,采用全连续轧制。轧机强度高,电机功率大,粗轧机组电机功率均为618KW,单边轧制压力2KN,单边轧制力矩12KNm,轧制能力是国内同类型轧线的一到两倍,适合高速、低温轧制,能够满足各种钢种的控制轧制要求。轧机采用液压横移装置,以便快速更换孔型;轧机采用整体机架快速更换装置,备机的装配及调整均在轧辊机修间内预设定完成,可大大缩短更换品种的时间。采用切分轧制生产工艺。φ1-φ16螺纹钢采用三切分生产工艺。φ18-φ22螺纹钢采用二切分生产工艺,φ22两切分是目前国内规格的两切分轧制。精轧机组成品机架及成品前机架主电机功率为14KW(其他架次为1KW),高出国内其它生产线电机功率,可保证大规格产品进行切分轧制。