
新乡异型管厂家 铁艺扶手扁钢价格
新乡异型管厂家 铁艺扶手扁钢价格

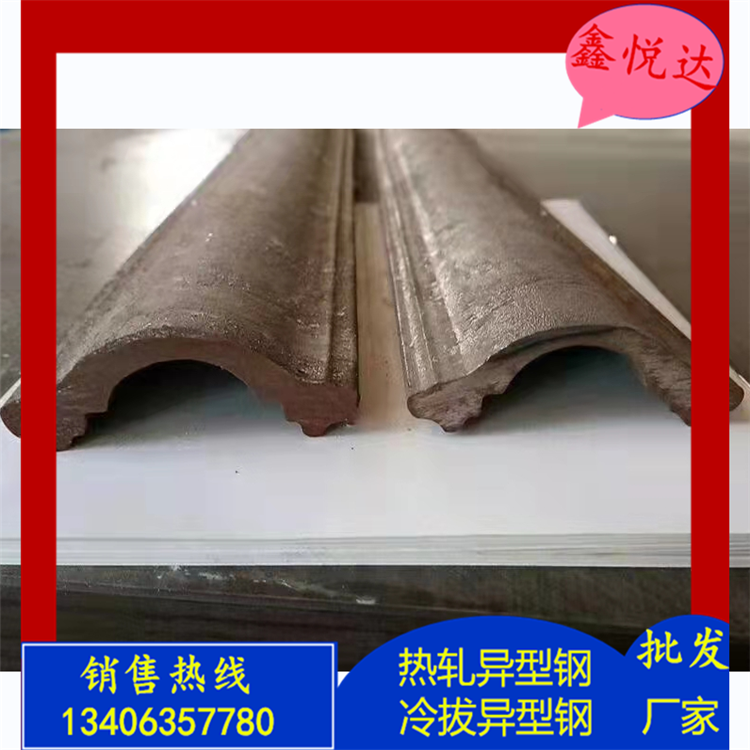
异型钢是复杂和异型断面型钢的简称,属于型钢的一种,并区别于简单断面型钢的叫法。根据工艺的不同,又可分为热轧异型钢、冷拔(冷拉)异型钢、冷弯异型钢、焊接异型钢等。通常异型钢特指热轧异型钢。热轧异型钢是区分方钢、圆钢、扁钢和常见形状的热轧型钢。
新乡铁艺扶手扁钢a用不带钻膨胀螺栓支架时,必须先在支架的位置上钻孔。b钻出的孔必须与构件表面垂直。孔的直径与套管外径相等,深度为套管长度加15mm。钻好后,将孔内的碎屑干净。c把套管套在螺栓上,套管的口端朝向螺栓的锥形尾部;再把螺母带在螺栓上。然后打入已钻好的孔内,到螺母接触孔口时,用扳手拧紧螺母。随着螺母的拧紧,螺栓的锥形尾部就把口的套管尾部胀,使螺栓和套管一起紧固在孔内。7当并列管道时,应注意使管道间距排列标准化。6预制:3.6.1管道切断:根据图纸和现场实际测量的管段尺寸,画出草图,按草图计算管道长度下料,在管段上画出所需的分段尺寸后,使工具与管道轴线成直角,将管道垂直切断,不能使用机械工具等。2管道切口的:一切管道的切口处必须用锉锉成一平滑平面,除去管道内外卷边、毛等。3管道内的检查、清扫、配管端的保护。1管道切口在接合前一定要清扫管口内的存留物及管口边内外的铁屑等。3.2完毕或配管作业临时中止时,必须用堵头将管端封闭好,不能使异物进入管内及管口边外的丝扣处。3管道前一定要清扫管膛内及管口边外的丝扣处。4将预制好的管段配好零件,编号放到适当位置调直,待。道一般包括主干管、支干管、支立管、分支管;集合管、导向管。时,由主管道始,其它分支可依次进行。1干管:3.7.1.1将预制好的管道按环路核对编号、运到地点,按编号顺序散放置就位。
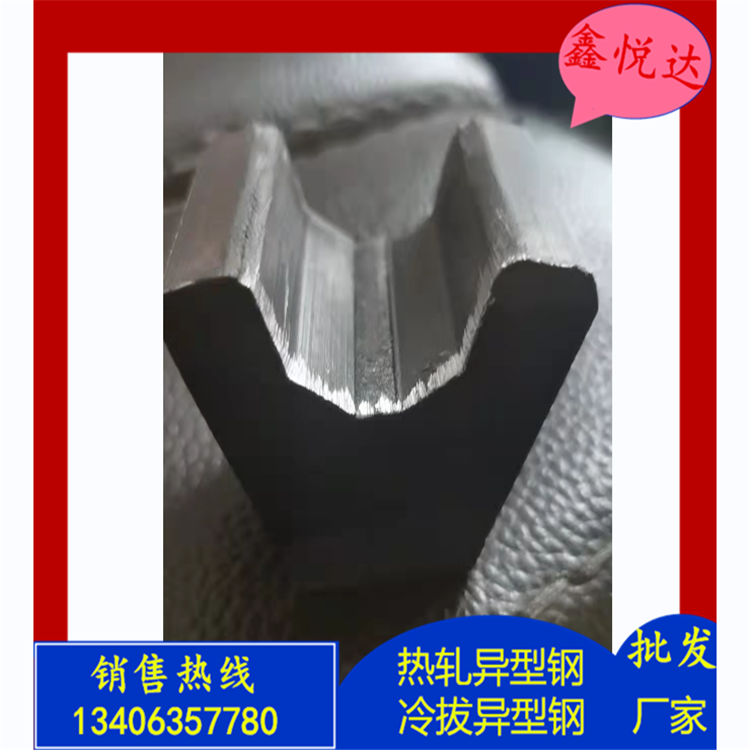
异型钢因其使用的特殊性和单一性,往往对精度的要求比简单断面型钢要高,这就对设备的能力有更高的要求。由于其断面形状复杂,尤其是许多特定场合 的异型钢,甚至很少有经验可以借鉴,这样使得孔型设计和生产的难度更是远高于简单断面型钢。故异型钢的生产成本要高于简单断面型钢。异型钢因其形状大小差别很大,很多都是某一行业或特定场合 的,所以单一品种的市场需求量往往都不是很大。所以异型钢生产系统的规模往往也并不很大。
新乡铁艺扶手扁钢根据属性在图样中的实际情况设置其模式(有不可见、固定、校验、预置模式,默认的为可见模式)。输入属性标记。该标记非常重要,它是用属性块生成技术报告时的字段名,可用相关的英文单词或汉语拼音表示,对于将在同一个报告中出现的属性,不要使用相同的标记名。输入提示文本,也可直接回车不显示提示信息。输入缺省的属性值。设置属性值的插入点、文字样式、字高、对齐、旋转等。每个属性均要重复以上定义过程。
随着近几年来我国工业化水平的不断提高,我国生产轧制型钢的水平比上世纪已得到大幅度的提升。越来越多的关乎国计民生的型钢如大型H型钢、高铁重轨等逐步实现国产化,甚至有些还达到了先进水平。但是同时我们也发现,在好多中小型异型钢的生产和研发上,我国的异型钢生产厂家的水平和欧洲好多 的厂家相比还是有很大的差据。特别是在尺寸精度的控制和断面形状的细节上,好多产品还远远达不到他们的水平。近年来,好多民营厂家在认识到这一差距之后,认真学习、研究国外的先进工艺和生产经验,结合自己的生产实际,经过不断地摸索,在好多领域已经出了喜人的成绩。降低了国内客户的采购成本,提高了我国异型钢的生产水平。
异型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等
新乡异型管厂家 铁艺扶手扁钢价格这种新的计算方法避免了旧标准中存在的几个缺陷。明确规定了获取弯曲模量的取值范围,即在应力-应变线性部分,以应变为.5和.25这两点作为明确的取值点。不再用单点测定模量,而是用应变点间的割线作为弯曲模量的取值段,减少了由于单点取值造成的数据误差和异常跳动。以目前正在使用的材料试验机为例,若弯曲试验的速度为2.mm/min,该设备的采点率为2点/S,那么通过计算可得出应变为.5和.25这两点间的采点间隔为3点。